我廠出磨水泥是先經螺旋輸送機后,再通過一臺提升機輸送至空氣斜槽送向水泥庫內的。提升機型號:HL450×2220深斗式,輸送能力約為105m'h,我廠水泥密度為3.07~3.13t/m,那么輸送能力約32.5t/h,選用斗式提升機的輸送能力比實際大3-4倍,按照理論計算應沒問題,但隨著我廠不斷擴建,水泥生產量的提高,經常發生堵料、機殼下座向外噴灰,因斗式提升機下部堵死,嚴重影響正常生產,雖然我們在考慮了動力、軸和鏈條強度的條件下,把原來的7環鏈條改為5環鏈條,縮短了斗距,增加了鏈斗,提高了提升量,情況略有好轉,但問題還沒有得到根本解決。根據以上情況,我們對環鏈斗式提升機三種卸料方式進行分析,通過驗算轉速,把提升機轉速提高,徹底解決了噴灰和堵塞故障,現將具體情況介紹如
2.卸料方式的分析比較
斗式提升機的料斗是在行經驅動輪時在頭部側面卸料的,其方式分為三種形式。
(1)離心式(圖1(a)所示);
(2)離心一重力式(圖1(b)所示);
(3)重力式(圖1(c)所示);
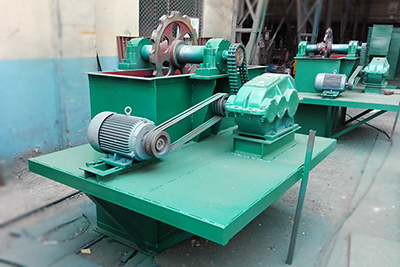
圖4傳動裝置示意圖
1一軸承;2一機殼;3一電機;4一皮帶輪;5一減速器;6一鋼板;7一槽鋼;8一角鐵;一軸承支承座
當鏈條上升時,料斗中的物料只受重力G=mg的作用。當料斗由直線運動變為旋轉運動一料斗繞入驅動輪后,料斗內的物料同時受重力G和離心力F的作用。
由上式可知,極距h只與驅動輪的轉速有關,而與料斗在驅動輪上的位置及物料質點在斗內的位置無關。當驅動輪轉速一定時,極距h也就確定,隨著轉速n的增大,極距h即減小,此時離心力増大;反之,當n減少時,h值増大,而離心力減少。
根據不同的極距值可以得到不同的卸載方法。設驅動輪半徑為r2,料斗外緣半徑為r,。當極距hra時(圖1a)極點P位于驅動輪的圓周內,離心力要遠遠大于重力,而料斗內的物料將沾著斗的外壁運動,因此物料作離心卸載。
離心式卸載的優點是:(1)在一定的料斗速度下驅動輪尺寸為zui小。(2)卸料位置較高這樣各料斗間的距離可以減小,并能提高卸料管高度。當卸料高度一定時,提升機的高度就可減小。缺點是:料斗的填充系數較小,適用于卸易流的粉未狀、粒狀、小塊狀物料。料斗的運行速度較高。通常取為1-2m/s左右。
當極距h>r時(圖1c),極點P位于料斗外部邊緣的圓周之外,重力將大于離心力,物料將沿料斗的內壁運動,因此物料作重力式卸載。
重力式卸載的優點是:(1)料斗裝填良好,(2)料斗尺寸與極距的大小無關。因此允許在較大的料斗運行速度之下應用大容積的料斗。其缺點:物料拋出位置較低,故必須增加斗式提升機頭部的高度。適用于卸載塊狀,半磨磋性或磨磋性大的物料。料斗運行速度為0.4-08m/s左右,需配用導向槽的料斗。
當極距rhr時,圖(b)極點位于兩圓周之間,離心力的值介于上述兩者之間,物料在料斗的內外壁之間被拋卸出去。這種卸載方式稱為離心一一重力式卸載。用于卸載流動性不良的粉狀物料及含水分物料。料斗的運動速度為0.4~-0.8m/s范圍。從料斗內卸出的物料是沿著拋物線運行軌跡落入卸料管內的。因此卸料處的外罩形狀應設計成使物料不會撒落,也不致引起過多的破碎和粉末。
驗算結果證明斗式提升機原有轉速屬于離心一一重力式卸料,有部分物料由于離心力不夠而回流到斗式提升機殼的下部造成噴灰和堵塞。針對這一情況必須加快提升機的轉速使其達到離心卸料,而且我廠提升機選型時原來就是選用離心式卸料方式在技術改造沒有重現卸料方式的選擇,因此必改變離心式卸料,オ能解決這個問題。解決的辦法有三種方案可供選擇。
(1)改變電機轉速:
(2)更換減速機齒輪付,改變減速機傳動比;
(3)更換皮帶輪,選擇合適的傳動比。
由于當時生產任務急,提升機此類故障多。我們采用了對調主動皮帶輪和從動皮帶輪。
自1990年八月我們對調皮帶輪以來,即將原設計的41.07r/min改成53.03r/min后,近兩年來一直使用良好,改進后的斗式提升機徹底解決了以前底殼噴灰和堵塞等故障。保證了生產的正常進行,值得有關廠家設計和技改時借鑒。